全国热线电话:
13675306715
全国热线电话:
13675306715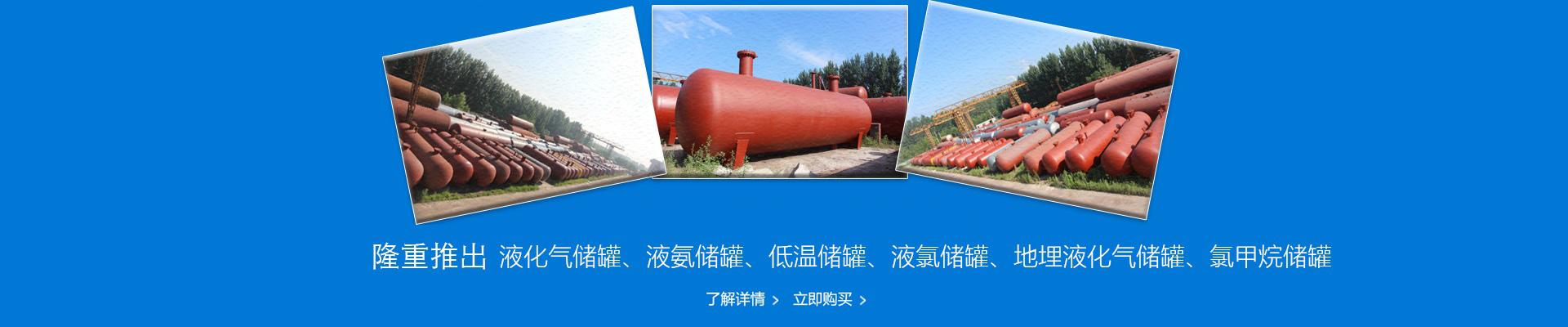

液化气储罐是菏泽锅炉厂的重点产品之一,我公司是设计、生产一二三类压力容器专业生产企业。我公司可为您提供各类丙烷储罐,液化石油气储罐、液氨储罐、液化气储罐等。
液化气储罐中幅板焊接时,应先焊短焊缝,后焊长焊缝,焊道采用分段;边缘板的焊接,首先施焊靠边缘300mm部位的焊接,剩余焊缝待罐底与壁板角焊缝焊完后,且边缘板与中幅板间的收缩缝焊接前完成施焊;弓形边缘板的对接焊缝宜采用焊,均匀分布对称施焊的方法;最后焊接底边与中幅板之间收缩缝,应采用对称分段或跳焊法。
液化气储罐罐底与罐壁连接的角焊缝应在底圈壁板纵焊缝施焊完毕,并由数多焊工从罐内,罐外沿同一方向进行分点焊或跳焊法。
液化气储罐应先焊纵向焊缝,后焊环向焊缝,当焊完相邻两圈壁板的纵向焊缝后 焊共同的环向焊缝,焊工应均匀分布,并沿同方向施焊;壁板较宽时手工焊采用分段退焊法并加背板 控制变形;罐壁环向按焊缝,应先焊液化气储罐壁内侧焊缝,点焊罐壁外侧焊缝焊工应均布,并沿同一方向点焊。
上一条:液化气储罐厂家
下一条:100立方液化气储罐



